
Perlite Concrete
Light weight insulating concrete.
Perlite concrete aggregate combined with Portland cement and water produces a light weight insulating concrete used for light weight roof decks, floor fills, light weight structural decks, insulation for steam and coolant lines, bases of cryogenic storage tanks, oven insulation, interstitial spaces in reconditioned water and sewer lines, interstitial floors in hospitals, light weight pre-cast forms and blocks, statuary, basic fills, and many other applications where a light weight permanent concrete is desired.Although many uses could be described in greater detail, the most common and well-established use has been for insulating flat roof decks.
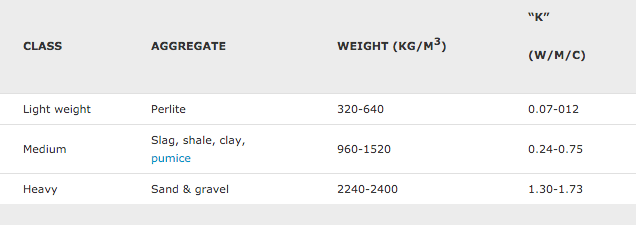
Physical properties of perlite concrete vary according to mix designs. Perlite concrete can be made with a dry density of 320 kg/m3 or with the addition of sand or other aggregates up to 1440 kg/m3.
The lower the density, the higher the insulating value.
For most uses to maintain a proper balance between insulation value and compressive strength, a 1:6 (one part Portland cement by volume to 6 parts perlite by volume) mix is chosen with a density between 384 and 480 kg/m3. This provides a k factor range of 0.085 to 0.095 W/m-k and a compressive strength of 125 to 200 psi (986 to 1378 Pa).
Advantages of Perlite concrete
- Extremely light weight
- Superior thermal & acoustic insulation when mixed with Portland cement, perlite produces a concrete that offers up to 20 times more thermal insulation than ordinary concrete. The necessity of air conditioning, rising fuel costs and the need to conserve energy make it obvious that a small investment in proper insulation at the time of design and construction can save countless dollars in heating and cooling costs during the life of the building.
- Adaptable. Perlite concrete can be easily placed on flat, uneven or curved surfaces. It is ideally used in drainage slopes. Densities can be easily altered to meet requirements.
- Fire retardant. Perlite concrete is non-combustible and can be used to establish up to four hour fire ratings.
- Reduced construction costs. The use of perlite concrete reduces the demand for structural steel, reduces cartage costs and improves energy efficiency
Mixing Perlite Concrete
While perlite insulating concrete is mixed in the same equipment and by similar methods as sand-gravel concrete, there are some considerations that must be given to the order of addition of materials and to the time of mixing to assure correct concrete properties and adequate yield. The following mixing information for transit mixing is presented as a guide to the manufacturer to eliminate some of the questions that may arise in the field and to ensure successful construction with perlite concrete.
Transit Mixing
When transit mixing perlite concrete for the first time, it is suggested that INPRO be consulted for suggestions as to the correct mixing time and procedure. These may vary with the type and age of locally available equipment.
The mixing procedure used by many transit operations is as follows:
- Determine the load of the mixer.
- Add to the mixer the correct amount of water for the load.
- Add the correct amount of air entraining agent and cement to the mixer and mix until a slurry is formed.
- Add the required number of bags ofperlite concrete aggregate.
- Do not rotate the drum during transit.
- Upon arriving at the job site, mix at top speed for not less than 3 nor more than 5 minutes.
- Discharge in normal manner after checking wet density for conformance to specification range.
- Rotate the drum at idle speed when discharging last of load to assure complete discharge of concrete.
- Do not wash out drum between loads; use the same trucks throughout a job.
- NOTE: When mixingperlite concrete it is generally suggested that 100-150 revolutions of the transit mixer drum will give good perlite This varies with the age and effectiveness of equipment.
Wet Density
The wet density of perlite insulating concrete as poured is important in the control of the physical properties of the dry concrete and the yield achieved. The strength and the insulating value depend on the wet density. Heavier weight means greater strength and less insulation. Therefore, the architect or engineer usually specifies the wet density of the perlite concrete with a plus or minus 32 kg/m3 range.
Field Control
The wet density can be checked for conformance to the architect’s specifications beginning with the first truckload delivered. Adjustments to the mixing procedure should be made at that time and additional checks made periodically during pouring.
The simplest method of field checking wet density is as follows:
Volume = Net Weight of Water ÷ Density of Water = 9.54 kg ÷ 1000kg/m3 = 0.00954 m3
Wet Density = Weight of Perlite Concrete÷ Volume = 6.14÷ 0.00954 = 643.6 kg/m3
Therefore, the field test wet density is within the 648± 32 kg/m3 specification range.
- Determine the exact volume of a cylindrical container such as a rigid 10 litre container. This can be done by first weighing the empty container, then filling it completely full with water and weighing it again and subtracting the two weights. This provides the net weight of the volume of water, and, if divided by the density of the water, the result is the exact volume of the container.Example:
| Weight of Empty Container | .91 kg |
| Weight of Container Filled with Water | 10.45 kg |
| Net Weight of Water | 9.54 kg |
- Fill the container with wet perlite concrete as it leaves the mixer and weigh again. Subtract the weight of the empty container and divide the remainder by the volume as determined in Step 1. The result is the wet density of the perlite concrete in kgs per cubic metre which should be within ± 32 kg/m3 of the specified value.Example: (Based on a 1:6 mix)
| Weight of Container Filled with Concrete | .7.05 kg |
| Weight of Empty Container | .91 kg |
| Weight of Perlite Concrete | 6.14 kg |
Air Entraining Agent
The use of the correct amount of air entraining agent of the proper concentration is of extreme importance in successful perlite concrete construction. The air-entraining agent produces countless tiny air bubbles in the concrete which reduces the density, increase the yield and contributes to the insulation value of the dry concrete. Air entrained concrete is also more resistant to water absorption.
Care should be taken in mixing perlite concrete to ensure that the proper amount of agent is used. Excess air entraining reduces the strength of the concrete. An even distribution of agent is also essential to produce the desired concrete characteristics.
Placement of Perlite concrete
Perlite concrete may be placed through the use of crane and bucket or by pumping. The preferred method is by pumping. A progressive cavity pump is recommended, as this type of pump will not place undo pressure on the perlite. In addition, pump hose should be a minimum of 3 inches in diameter. Hose kinking should be avoided. Hoses should be tied off at each joint.
Yield
Yield is defined as the ratio between the volume of the wet perlite concrete as discharged from the mixer and the volume of perlite concrete aggregate used in the mix. The mix proportions included in the specifications are based on extensive field and laboratory tests and are established for 100% yield. If the correct quantities of material and mixing procedure are used, a 100% yield should result. Yield may vary however as it is effected by job site conditions included mixing time, fineness of aggregate, pumping equipment, height to be pumped, length of hose, etc.
Field Check for Yield:
The first step necessary in making a field check for yield is to determine the wet density of the perlite concrete as previously outlined.
The wet density and the weight of total ingredients for the mix being used are then substituted in the following formula:
a. Weight of Total Ingredients ÷ Wet Weight per Volume of Concrete = Yield b. Yield ÷ Weight of Total Volume of Perlite Aggregate X 100 = % Yield Example: Consider a mix of 42.73 kg of Portland cement to 6 ft3 of perlite (0.17 m3 of perlite) The wet density as determined in the Example is 643 kg/m3. The weight of total ingredients is as follows:Loss of Yield: If the yield as checked by the wet density is less than 100%, a loss of yield is evident. A loss of yield may be attributed to a number of factors as previously noted. However, one or more of the following factors should be checked:Substituting in formula (a): 109.32 ÷643.6 = 0.17 = Yield Substituting this value in formula (b): 0.17 ÷ 0.17 X 100 = 100%
42.73 kg 21.17 kg 45.42 kg negligible 109.32 kg
- Air entraining Agent: Be sure that the proper amount is being added to each batch. Check concentration.
- Mixing Procedure and Time: Be certain that materials are added in the proper sequence. Under mixing will usually result in loss of yield while overtaxing can adversely affect the air entrainment.
- Water: Check the amount of water being added. After about one minute of mixing, properly proportioned perlite concrete often looks too dry. If extra water is added, yield can be reduced. Hard water will often offset the effect of the air-entraining agent and may require adjustment of the quantity of air entraining agent.
Mix Design Data
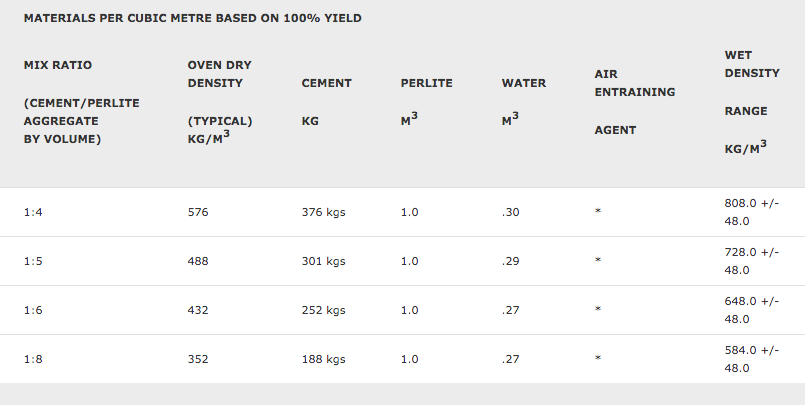
The proper proportions of materials for various perlite concrete mixes are shown in the following table. The importance of properly designing and specifying the mix and the proper use of the air entraining agent cannot be over emphasised.
The following may be used as an example. Further mix designs are available upon request including designs to achieve perlite to normal sand-cement mixes to produce structural lightweight concretes of 1120-1600kg/m3 with strength of 7000-14000kPa.
 THE ABOVE DATE IS FROM TESTING & EXPERIENCE AND IS GIVEN TO INFORM ABOUT PERLITE CONCRETE.
THE ABOVE DATE IS FROM TESTING & EXPERIENCE AND IS GIVEN TO INFORM ABOUT PERLITE CONCRETE.
THE ABOVE DATE IS FROM TESTING & EXPERIENCE AND IS GIVEN TO INFORM ABOUT PERLITE CONCRETE.
We would love to hear from you
Click below to get in touch with our friendly and experienced team.